Jedna od najčešće korištenih metoda obrade metala: bušenje, šaržna obrada metalnih dijelova
Jun 03, 2020
Ostavite poruku
1. Definicija bušenja
Kinesko ime: Bušenje
Engleski naziv: drilling
Ostali nazivi: bušenje
Definicija: alat za bušenje se kreće u odnosu na radni komad i vrši aksijalno pomicanje, kao i način obrade rupa u radnom komadu.
Bušenje je jedan od najosnovnijih načina obrade rupa. Bušenje se često izvodi na bušaćim strojevima i tokarilicama, ali i na bušilicama i glodalicama. Često korišteni strojevi za bušenje uključuju strojeve za bušenje sa sjedalom, strojeve za vertikalno bušenje i strojeve za radijalno bušenje.

Drugo, karakteristike bušenja:
U usporedbi s okretanjem vanjskog kruga, bušilica je mnogo teže raditi lokalno na obrađenoj površini, što uzrokuje posebne probleme. Na primjer, krutost i čvrstoća svrdla, držanje strugotine i uklanjanje strugotine, vođenje i hlađenje i vlaženje, klizanje itd., Njegove karakteristike mogu se sažeti na sljedeći način:
1. Bitove je lako odbiti
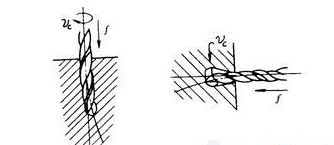
Odstupanje: odnosi se na povećanje promjera rupe uzrokovano savijanjem svrdla tijekom obrade, rupa nije okrugla ili je os rupe iskrivljena itd., Vidi sliku 2-6.
Razlog: Zbog netočnog centriranja svrdla, krutost i vodeći učinak bušilice su loši, a svrdlo se tijekom rezanja lako odvaja i savija.
2. Teško je evakuirati čips
Veličina otvora rupe za bušenje je šira, a veličina utora za struganje je ograničena. Kad istječe van, snažno se trlja o zid rupe i rupa se prisiljava da se kotrlja u spiralni oblik. Čips i zid rupe uzrokovat će veće trenje, stisnuti, grubo i ogrebati obrađenu površinu, smanjujući kvalitetu površine. Čips se može blokirati u džepu od čipova, zaglaviti ili slomiti svrdlo, a alat se brzo troši.
Da bi se poboljšalo stanje evakuacije strugotine, žlijeb za odvajanje strugotine može se uzemljiti na bušilici, a široki čip se može podijeliti u uske trake kako bi se olakšala evakuacija strugotine. Prilikom bušenja dubokih rupa za obradu treba koristiti prikladno bušenje dubokih rupa.
3. Visoka temperatura rezanja
Budući da je bušenje polu-zatvorenog rezanja, glavna rezna ivica ima veliki negativni kut grablje blizu jezgre i poprečni rub. Toplina koja nastaje tijekom bušenja apsorbira radni komad, a veliki broj visokotemperaturnih čipsa ne može se isprazniti na vrijeme, tekućinu za rezanje teško je ubrizgati u područje rezanja, a toplina rezanja se ne rasipa lako. Trenje između strugotine, alata i komada je vrlo veliko, pa je temperatura rezanja velika, trošenje alata je veliko, a količina bušenja i produktivnost ograničeni.
4. Mala točnost
Preciznost bušenja je mala, površina je hrapava, opća točnost obrade je ispod IT 10, hrapavost površine Ra vrijednost veća je od 12. 5 mm, a učinkovitost proizvodnje je također niska. Stoga se bušenje uglavnom koristi za grube postupke ili predobradu.

Slika: Dijagram konstrukcije vertikalnog bušilnog stroja i stroja za bušenje
3. Primjena bušenja
U proizvodnji jednodijelnih i malih serija, male rupe (D GG; 13 mm) na malim i srednjim radnim komadima obično se obrađuju pomoću strojnih bušaćih strojeva, a veće rupe (D< 50="" mm)="" obično="" se="" obrađuju="" vertikalni="" strojevi="" za="">
Rupe na velikim i srednjim radnim komadima treba obraditi strojem za bušenje, a rupe na obradnim elementima rotirajućih tijela treba obraditi na tokarilici.
U serijama i masovnoj proizvodnji, kako bi se osigurala točnost obrade, povećala učinkovitost proizvodnje i smanjili troškovi obrade, za obradu rupa široko se koriste bušilice, višesojne bušilice ili kombinirani alatni strojevi.
Za rupe malog i srednjeg promjera (D< 50 mm) visoke preciznosti i male hrapavosti, često je potrebno koristiti proširivanje i namatanje za doradu i završnu obradu nakon bušenja.